
Come vengono classificate le materie plastiche? Come riconoscerle? Qual è la truciolabilità e quali sono gli utensili più adatti a lavorare le materie plastiche? In questo articolo parliamo delle varie tipologie, della loro struttura, delle principali caratteristiche e campi di applicazione. Ecco gli argomenti trattati:
- Le tipologie di materie plastiche
- Materie termoplastiche
- Materie plastiche termoindurenti
- Elastomeri
- Materie plastiche rinforzate con fibre
- Come riconoscere le materie plastiche
- Truciolabilità delle materie plastiche

Le tipologie di materie plastiche
Le materie plastiche vengono classificate a seconda della struttura, delle caratteristiche che ne derivano e del comportamento al riscaldamento. In linea di principio si possono distinguere tre comportamenti tipici delle materie plastiche:
- termoplastico (a temperature elevate si fa “plastica”)
- termoindurente (a temperature elevate si scompone senza diventare prima “plastica”)
- elastomerico (già a temperatura ambiente ha un comportamento elastico)

Materie termoplastiche
Le materie termoplastiche si presentano come polimeri amorfi o parzialmente cristallini. Sono composte da macromolecole lineari o ramificate, si ammorbidiscono in modo ripetibile al riscaldamento fino a fondere e si solidificano raffreddando. Le materie termoplastiche sono saldabili. I semilavorati di materie termoplastiche dure possono essere ampiamente deformati a caldo. A seconda del campo di applicazione, le materie termoplastiche vengono suddivise in:
- materie plastiche di serie, come polietilene (PE), polistirene (PS), policloruro di vinile duro o tenero (PVC-H, PVC-W), polipropilene (PP), policarbonato (PC)
- materiali tecnoplastici come poliammide (PA) e poliossimetilene (POM)
- polimeri a elevate prestazioni, come il poliacrileterechetone (PAEK)
Materie plastiche termoindurenti
Se le materie plastiche termoindurenti vengono riscaldate, il loro comportamento meccanico si modifica di poco. Queste materie plastiche non sono reticolate (per lo più allo stato liquido) prima della lavorazione e si induriscono nella forma definitiva per riscaldamento o con l’aggiunta di un induritore. Dopodiché le materie plastiche termoindurenti sono particolarmente resistenti al calore a ai prodotti chimici e non si possono più deformare in modo plastico. L’operazione non è ripetibile. Queste materie plastiche sono più dure e più fragili delle materie termoplastiche.
Le materie plastiche termoindurenti non sono saldabili, se indurite per invecchiamento in solventi organici non sono solubili, talvolta espansibili. I prodotti preliminari di plastica termoindurente sono disponibili da un lato come “materiale per stampaggio” per la lavorazione come massa fusa e per il susseguente invecchiamento termico; dall’altro come “resine da getto per reazione” che si possono lavorare a temperatura ambiente e invecchiare in modo catalitico.
Le seguenti resine si contraddistinguono come materie plastiche termoindurenti:
- fenoliche (PF), resine amminiche
- poliuretaniche (PUR)
- epossidiche (EP), spesso rinforzate con fibre di vetro
- poliestere insature (UP) – resine da getto
Elastomeri
Gli elastomeri sono materie plastiche che si distinguono per l’elevata elasticità in un ampio range di temperature. A seconda del tipo sono più o meno elastiche, come l’ebanite o come la gomma elastica. Dopo la dilatazione, l’elastomero torna quasi completamente allo stato originario e riprende anche la lunghezza iniziale.
La lavorazione degli elastomeri avviene di norma allo stato plastico prima della reticolazione, aggiungendo un agente di vulcanizzazione o un acceleratore di reticolazione. Alcuni esempi di gomme:
- naturale (NR)
- cloroprene (CR)
- acrilonitrile-butadiene (NBR)
- terpolimero etilene-propilene (EPDM)
- stirene-butadiene (SBR)
Elastomeri termoplastici (TPE)
Gli elastomeri termoplastici sono polimeri lavorabili in modo termoplastico con caratteristiche simili a quelle degli elastomeri. Non sono chimicamente reticolati. I TPE sono per lo più copolimeri a blocchi con zone “dure” e “tenere”. Al di sopra di una temperatura determinata della struttura chimica, questi polimeri hanno buona fluidità termoplastica.
Materie plastiche rinforzate con fibre (FRP)
Per materiali compositi si intendono quei materiali composti da più materiali singoli riuniti in un unico materiale. In questo modo si riuniscono le caratteristiche auspicate dei singoli materiali in uno solo. Il materiale che nel composto determina un aumento della resistenza o della durezza si chiama componente di rinforzo o materiale di rinforzo; l’altro materiale che garantisce la tenuta della struttura si chiama legante o matrice. Se la componente di rinforzo è composta da fibre, si parla di materiale composito rinforzato con fibre.
Il rinforzo migliora la resistenza, la rigidità e la durezza dei materiali compositi. Inoltre, in base alla combinazione del composto è possibile migliorare anche altre proprietà, coma la conducibilità termica ed elettrica, la resistenza alle alte temperature e all’usura. L’azione rinforzante delle fibre e le proprietà meccaniche dei materiali compositi sono determinate da un lato dalla lunghezza, dal diametro e dalla struttura chimica delle fibre, dall’altro dalla quantità e dalla posizione delle fibre.
Per l’applicazione come matrice è possibile utilizzare tutte le materie termoplastiche e le materie plastiche termoindurenti di leggera fluidità, inclusi gli elastomeri e le dispersioni. Le materie termoplastiche principalmente utilizzate sono, oltre al PC, PS e PE, il polipropilene (PP) e il poliammide (PA). Tra le materie plastiche termoindurenti si impiegano di preferenza le resine epossidiche (EP) sia per le loro straordinarie proprietà meccaniche ed elettriche sia per le ottime proprietà di reticolazione, ma anche le resine poliestere, siliconiche o viniliche.
Un grande vantaggio dei materiali compositi di fibre consiste nel fatto che l’utente può creare un materiale singolarmente adatto al proprio caso specifico di applicazione, incorporando nella matrice la fibra più adatta. A parte il vetro, il classico materiale di fibra, al polimero di base vengono aggiunte sopratutto le più costose fibre di carbonio.
Materie plastiche rinforzate con fibra di vetro (GFRP)
Le materie plastiche rinforzate con fibra di vetro sono composte per lo più da materie plastiche termoindurenti, come resina poliestere o epossidica e fibre di vetro. Dato che le singole fibre di vetro (basso spessore) sono difficili da maneggiare, vengono lavorate in matasse (roving) o come tessuto, materassi o velli. Durante la produzione di pezzi stampati, la materia plastica è fluida e viene indurita successivamente. Le caratteristiche della GFRP vengono determinate dalla resina utilizzata e dal tipo di fibre di vetro, dalla percentuale di fibre di vetro rispetto al volume totale e dalla rispettiva disposizione. La resistenza aumenta con l’aumentare della quantità di fibra contenuta e con l’allineamento delle fibre in una direzione.

Materie plastiche rinforzate con fibra di carbonio (CFRP)
Componenti in materia plastica rinforzata con fibre di carbonio sono composti da una fibra a base di carbonio che determina la resistenza, è di elevata durezza, stabile alla temperatura (componente di rinforzo) e può essere incorporata in una matrice duttile con bassa resistenza alla temperatura. Le diverse fibre di carbonio possono essere legate in qualsiasi modo con le matrici polimeriche. Questo dà origine a una molteplicità di combinazioni di materiali con caratteristiche in parte notevolmente diverse le une dalle altre. Questi materiali sono conosciuti con il nome di CFRP.
Per sfruttarne possibilmente in modo effettivo le straordinarie proprietà, si impiegano oggi le fibre di carbonio di norma come filamento, con un contenuto di fibra compreso tra il 50 e il 65%.
Le materie plastiche rinforzate con fibra di carbonio vengono utilizzate in aeronautica (timoni di direzione, controventature, freni aerodinamici), poi nell’industria meccanica, dove si debbono soddisfare esigenze di inerzia ridotta o di un buon comportamento di smorzamento (componenti macchina altamente dinamici). Altro impiego di questi materiali è nel settore degli articoli sportivi e per il tempo libero (racchette da tennis, tavole da surf, telai per biciclette).
Come riconoscere le materie plastiche?
Riconoscere le materie plastiche in base alle loro caratteristiche esteriori è molto più difficile di quanto non lo sia per i metalli. I metalli hanno un colore che li contraddistingue, qualità che invece le materie plastiche non posseggono dato che si possono tingere di vari colori. Nel seguente sommario sono elencate alcune caratteristiche per poter riconoscere le materie plastiche.

È il comportamento al calore a far distinguere le materie termoplastiche e da quelle termoindurenti. Le materie plastiche termoindurenti non modificano di norma le proprie caratteristiche al calore, mentre quelle termoplastiche modificano le proprie caratteristiche meccaniche, diventano morbide e iniziano a fluire per lo più molto prima di decomporsi.
Il grafico illustra la variazione della resistenza delle materie plastiche al riscaldamento. Mentre la tabella fornisce una panoramica sulla resistenza e rigidità di diversi materiali metallici e materie plastiche. Se si considerano i valori numerici del modulo di elasticità, risulta evidente che le materie plastiche danno risultati ancor meno favorevoli che per la resistenza. Per esempio, il loro modulo di elasticità è molto al di sotto di quello dell’alluminio. A causa del basso modulo di elasticità, bisogna aspettarsi deformazioni notevolmente maggiori rispetto ai metalli, in particolare laddove si verifichino sollecitazioni di flessione e di pressoflessione.

In molti casi una mancanza di rigidità ovvero la risultante deformabilità non rivestono un ruolo importante. Le materie plastiche acquisiscono un elevato lavoro di deformazione e mostrano perciò un buon comportamento di smorzamento (smorzamento nelle materie plastiche 9/10 volte maggiore rispetto ai metalli), fattore decisivo per esempio per la riduzione del rumore durante lo scorrimento di componenti movimentati come ruote dentate.

È possibile confrontare solo in modo limitato i parametri meccanici dei componenti stampati a causa dell’orientamento autoregolante delle fibre. Nel seguente sommario è indicata la resistenza specifica rispetto al potenziale di costruzione leggera che si ottiene dal quoziente del modulo di elasticità e dallo spessore alla terza potenza. A condizioni di resistenza specifica simili è possibile aumentare notevolmente il potenziale di costruzione leggera, variando le fibre utilizzate.

Truciolabilità delle materie plastiche
Truciolabilità di materie termoplastiche e plastiche termoindurenti
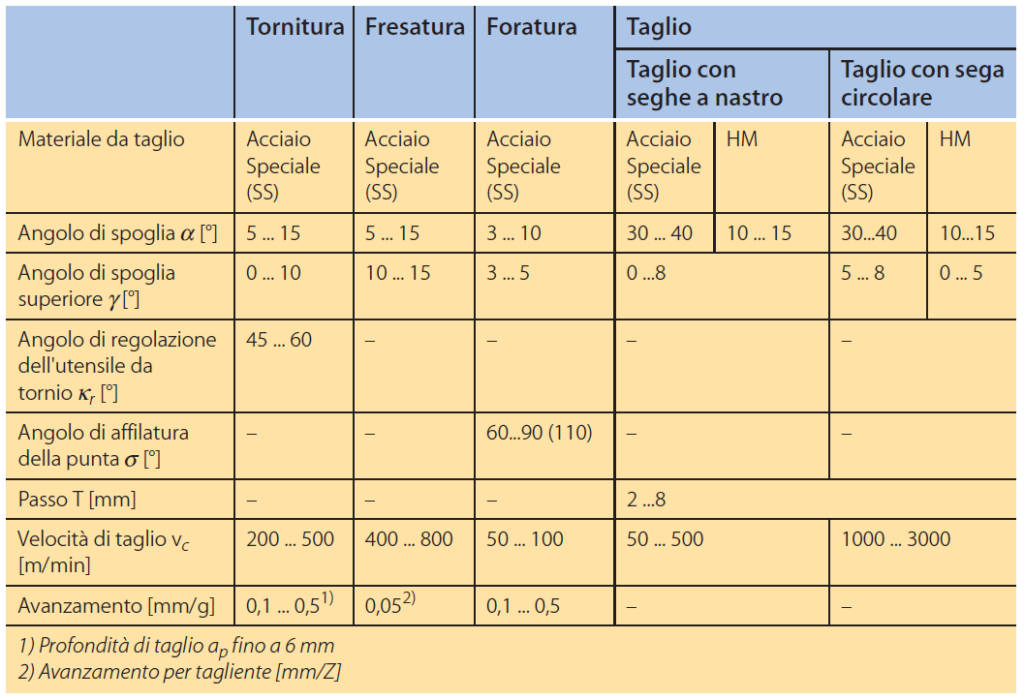
Rispetto ai materiali metallici, le materie plastiche si lavorano con grandissima facilità. Le caratteristiche dei materiali danno origine tuttavia ad alcune particolarità descritte in seguito. A causa della cattiva conducibilità termica e dei punti di fusione relativamente bassi della maggior parte delle materie plastiche è necessario assicurarsi che si sviluppi e si trasferisca sul pezzo possibilmente poco calore durante la sua lavorazione. Onde evitare le conseguenze di una sovrasollecitazione termica (alterazione del colore, rivestimento per fusione della superficie, deformazione) della materia plastica si debbono rispettare in particolare i seguenti criteri:
- i taglienti dell’utensile devono sempre essere in ottimo stato e ben affilati
- l’angolo di spoglia deve essere sufficientemente grande in modo che sia solo e sempre il tagliente a toccare il pezzo per evitare attriti
- onde evitare accumuli di calore è bene accertarsi che i trucioli vengano asportati senza impedimenti
- di norma non è necessario far uso di lubrorefrigeranti; tuttavia, se ne consiglia l’uso in casi di sviluppo elevato di calore e per l’evacuazione stessa dei trucioli. Si possono utilizzare sia i comuni lubrorefrigeranti sia aggrappanti. Per quanto riguarda le materie plastiche che tendono alla formazione di cricche di tensione, come per esempio il PC, si dovrebbero utilizzare più che altro acqua o aria compressa per il raffreddamento
Per quanto riguarda le macchine da impiegarsi, i ritagli, listelli e profili lunghi o lavorazioni grossolane con asportazione del truciolo si realizzano in modo conveniente su macchine per la lavorazione del legno. Per la produzione di pezzi torniti e fresati le macchine utensili si sono dimostrate invece valide per la lavorazione del metallo leggero.
Materiali da taglio indicati per utensili sono i comuni inserti in metallo duro e gli utensili in acciaio super rapido HSS per la lavorazione. La durezza proporzionalmente bassa non pone particolari esigenze alla qualità del materiale da taglio. La geometria dei taglienti sviluppata per la lavorazione del metallo e del legno può essere impiegata senza subire variazioni. A queste condizioni non si nota quasi alcuna usura dei fili taglienti e pertanto la durata è quasi infinita.
Gli sforzi totali di truciolatura che si verificano sono notevolmente minori rispetto a quelli per la truciolatura del metallo, cosicché bastano anche ridotte forze di serraggio. Forze di serraggio troppo grandi comportano spesso anche deformazioni dei pezzi (importante soprattutto nel caso di pezzi a parete sottile).
Le tolleranze di lavorazione per i pezzi in materie termoplastiche sono notevolmente maggiori rispetto a quelle per gli elementi in metallo. I motivi sono da ricercarsi nei coefficienti di dilatazione termica sostanzialmente maggiori nelle materie plastiche, nelle modifiche di volume a causa dell’assorbimento di umidità e nelle deformazioni causate dalla liberazione di tensioni residue durante la lavorazione.
La filettatura si esegue senza difficoltà con utensili tradizionali. Non superare l’angolo di spoglia superiore di 0°. I filetti si possono tuttavia danneggiare, se si svitano spesso le viti. Le viti autofilettanti (non le Parker) si sono dimostrate valide per collegamenti da allentarsi di rado.
truciolo di materie plastiche
Lavorabilità delle materie plastiche rinforzate con fibre (FRP)
Tra le operazioni tipiche nel settore dei materiali compositi con fibre sono da citare in particolare le lavorazioni successive e la creazione di superfici funzionali. A causa della molteplicità delle possibili combinazioni di fibra e matrice in relazione ai fattori di influsso specifici del composto, di norma è possibile valutare i singoli aspetti delle lavorazioni con asportazione del truciolo solo in combinazione con una variante del composito.
Mentre le materie plastiche termoindurenti restano allo stato solido fino alla temperatura di decomposizione, le materie termoplastiche si ammorbidiscono a partire da una temperatura di 200 °C. Per questo motivo si riduce il carico termico comunque basso della matrice. Inoltre, il materiale fuso della matrice si può incollare sul tagliente dell’utensile, causa di un aumento dell’usura dell’utensile stesso.
Rispetto ai tessuti di fibra, la lavorazione di laminati rinforzati con materassi di fibra è senza dubbio più facile. Se nel caso dei rinforzi con materassi di fibra si deve superare solo la resistenza alla trazione e alla flessione delle fibre, nel caso dei tessuti è la struttura tessile stessa ad agire come elemento rinforzante. Per le lavorazioni ad asportazione di truciolo di materie plastiche rinforzate con fibre sono perciò necessari materiali da taglio con un’elevata resistenza all’usura da abrasione. Tra questi materiali si contano, oltre ai metalli duri (tipo K), il nitrito di boro cubico (CBN) e il diamante policristallino (PCD).
I metalli duri hanno sì un’elevata flessibilità quanto a geometria dell’utensile e si possono produrre a costi convenienti, ma la loro durata nella lavorazione di materie plastiche rinforzate con fibre è di molto inferiore a quella del diamante policristallino. Il PCD viene preferito al metallo duro e al nitrito di boro cubico nella lavorazione di materie plastiche rinforzate con fibra per via della sua durezza e conducibilità termica notevolmente maggiori. A causa dei costi elevati di approvvigionamento del PCD, gli utensili in metallo duro con rivestimento diamantato sono una buona alternativa.
Le forme di usura che si manifestano sono in particolare l’usura della superficie di spoglia, gli arrotondamenti del filo tagliente e, se si utilizza metallo duro non rivestito, anche usura da craterizzazione in misura minima. Il metallo duro non rivestito si usura in seguito all’elevato carico abrasivo sulla superficie di spoglia che comporta anche l’aumento della superficie di attrito tra il pezzo e l’utensile. Ciò fa aumentare la temperatura a cui viene asportato il truciolo e causa la decomposizione della matrice della materia plastica. Gli utensili con rivestimento diamantato o gli utensili al diamante si usurano a causa degli arrotondamenti del filo tagliente, delle microfratture fino alla rottura del tagliente dovuta a sfaldamenti su ampia superficie.
Quanto alla geometria dei taglienti si dovrebbe rispettare una piccola frastagliatura del tagliente e un piccolo raggio del filo tagliente. Sulla base della marcata caratteristica di fragilità delle fibre di vetro e di carbonio, le geometrie degli utensili corrispondono più o meno a quelle degli utensili utilizzati per la lavorazione dei metalli.
Per la fresatura di componenti con fibre lunghe è necessario utilizzare frese a due taglienti non elicoidali, dato che solo con questi utensili è possibile tranciare correttamente le fibre. Come angoli favorevoli dell’utensile si sono dimostrati validi gli angoli di taglio β di circa 75° a condizioni di un angolo di spoglia superiore γ di 0°. Una riduzione dell’angolo di spoglia superiore e, pertanto un tagliente più affilato, generano un vantaggio solo a breve termine che, a sua volta causa un’usura maggiore.
Le forze di taglio sono molto basse rispetto a quelle dei materiali metallici. Tuttavia la qualità della lavorazione dipende fortemente dall’orientamento delle fibre. Fondamentalmente si debbono ricordare le difficoltà dovute al materiale nel corso della lavorazione con asportazione del truciolo di CFRP, le quali hanno origine dalle difformità nella struttura del materiale e dall’elevata abrasività della fibra di carbonio che porta a un comportamento di truciolatura molto diverso da quello della lavorazione dei metalli. Per quanto riguarda la fibra di carbonio è il comportamento di rottura fragile e duro a influenzare la truciolabilità.
